91视频入口(xióng)激光行業資訊(xùn)
全國服務熱(rè)線
400-829-6628
聯(lián)係人:唐先生
手機:13433631101
電話:0769-88038887
傳真:0769-27200852
郵編(biān):523867
郵箱:13433631101@163.com
地址:東莞市(shì)道滘鎮(zhèn)南閣(gé)東路79號
東莞(wǎn)三維激光(guāng)切割(gē)機廠家簡析其切割的“焦(jiāo)點”
作者:91视频入口激光 來源:91视频入口激光 時間:2020-03-20
東莞三維激光切割機廠家(jiā)簡析其切割的“焦點”,隨著這個世界變化無窮,各行各業的飛速發展,人們也是不斷隨著時代在變化,要求也在(zài)不斷的提高。每個行業(yè)都是競爭激烈,要是我們不去提升自己、不去升華自(zì)己估計很難在這(zhè)個(gè)社會生存下去的。因如果我們是從事激光(guāng)切割行業的話,我們要深入芙蓉了解激光切(qiē)割機相關(guān)的技巧與一(yī)些知識。並且我們的三維激光切割機運用十分十(shí)分廣泛,更需要我們去了解的。
以下是三維激光(guāng)切割機設備:

以下是三維激光(guāng)切割機設備:
在運用三維機械手激光切割機流程中,有一個很重要(yào)的點,便(biàn)是聚焦點,它在(zài)激光切割中始終是較為關心的點,今日久(jiǔ)天91视频入口激光切割機廠家,帶大夥兒具體認識一下聚焦點的孔徑,部位及其和切(qiē)割麵的關聯:
以下是三(sān)維機械手激光切割機參數:
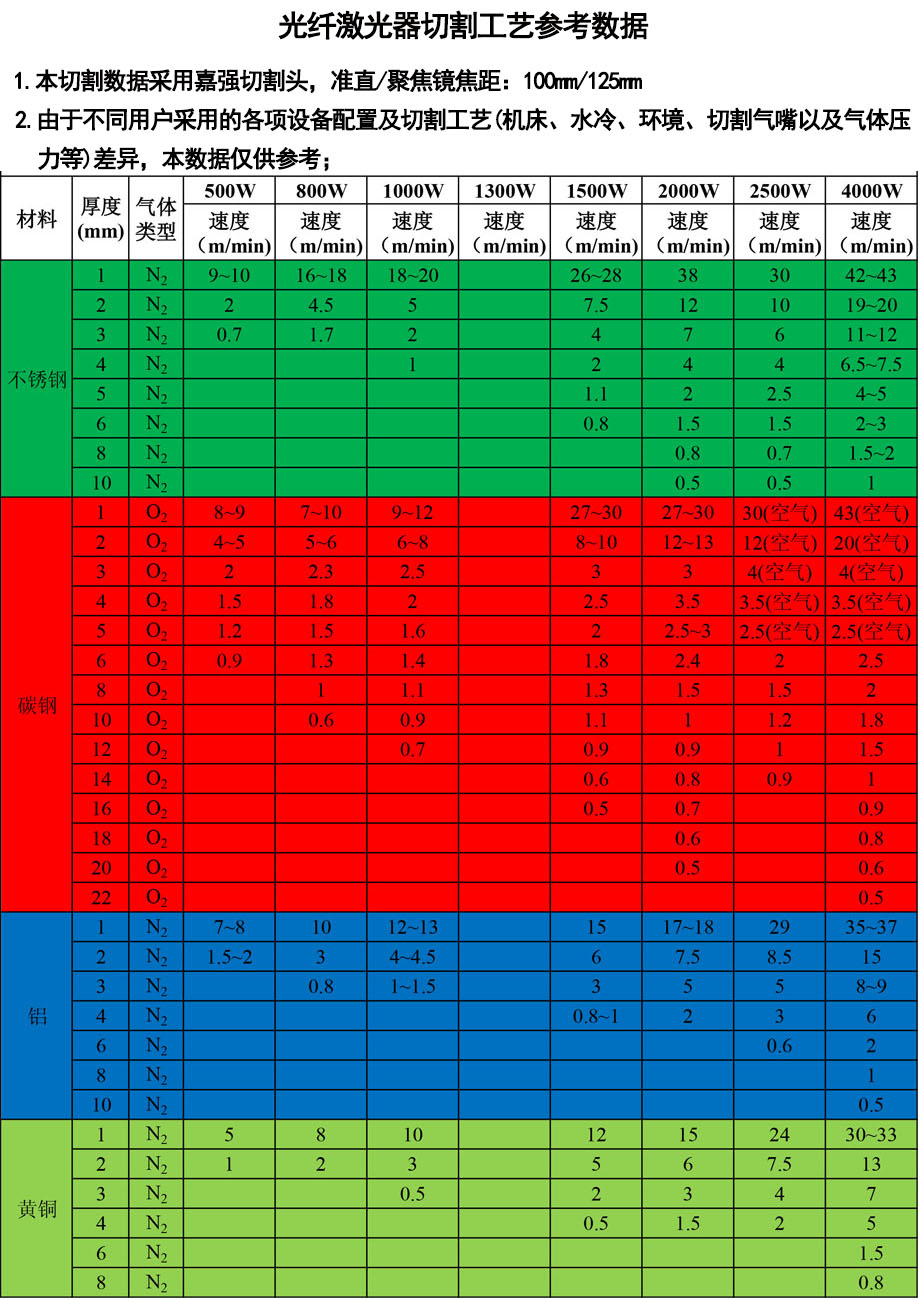
以下是三(sān)維機械手激光切割機參數:
1、聚焦點孔徑:孔徑(jìng)小,激光切(qiē)割口窄,激光(guāng)切割薄厚小;孔徑大,激光切割口寬,激光切割薄厚(hòu)大(dà)。
2、聚焦點部位(決策了產(chǎn)品工件(jiàn)表層的光點尺(chǐ)寸及激光切割口樣式,適合的部位依賴於原材料種類及薄厚。)
(1)聚(jù)焦點部位是(shì)91视频入口激光聚焦點到產(chǎn)品工(gōng)件表層的(de)間距,它可以直接幹擾切割麵的表麵粗(cū)糙度、割縫(féng)的傾斜度和淨寬及其融熔雜質的(de)吸咐狀況。
(2)假如聚焦點部位太超前,如此(cǐ)會使被激光(guāng)切割的(de)產(chǎn)品工件下方所消化吸收的發熱量過多,在激光切割速率和協(xié)助氣體必要的狀況下,會造成被激光切割的原材料喝切縫周邊被凝固的原材料呈(chéng)液態狀在下表(biǎo)層(céng)變化,冷卻後後被凝固的原材(cái)料則會呈條狀吸咐在產品工件的(de)下表層。
以下是三維激光切割機切割樣品:

以下是三維激光切割機切割樣品:
3、聚焦點部位(wèi)與激光切割原材料(liào)及切割(gē)麵(miàn)的(de)關聯介(jiè)紹
(1)零聚焦點(天(tiān)雄激光聚焦點在激光切割工作麵表層)
溥板激光切(qiē)割時運用,聚焦點在工作上(shàng)表層,上表層激光切割潤滑,下表層則光滑。
(2)正(zhèng)聚焦點(天(tiān)雄(xióng)激光(guāng)聚焦點在激光切割金屬表層上邊)
碳素鋼等原材料的運用方法,聚焦點在表而上,因而光滑麵(miàn)範疇很大,割縫比零鏡頭焦距的割縫寬,激光切割時總流量很大,破孔時間段比零鏡頭焦距長。
(3)負鏡頭焦距(91视频入口(xióng)激光聚焦點在激光切割(gē)金屬(shǔ)裏邊或是下邊)
不(bú)鏽鋼板,鋁合金板等激(jī)光切割時(shí)的(de)操作方法,不鏽鋼板激光切割時,激光切割用超高壓N2,吹去熔化掉的廢(fèi)渣維護切割麵,激光切割歲工作中(zhōng)板厚的增多而(ér)增多(duō)。
以下是機械(xiè)手激光(guāng)切割機切割樣品圖展示:

大家(jiā)好,今天91视频入口激光廠家小編暫時將東莞三維激光切割機廠家簡析其切(qiē)割的“焦點”這篇文章給大家說到這(zhè)兒了。大家都覺得公司要有很大的規模或者上市的(de)公司才好,可是小公司也有自己的優勢與益處(chù)。我們可以很好的去維護我們的(de)客(kè)戶,有問題時可以隨時聯係到我們(men),有需(xū)求時(shí)我們可以提供較好的服務。我們91视频入口激光專業生產各種激光刻字機、三維機械手激光切割機、激光焊接機等(děng)等的激光設備,歡(huān)迎各(gè)位客戶(hù)朋(péng)友們來我司(sī)看機打樣購機,時刻期待你們的光臨。

上一(yī)篇:機械手激光切割機可完成金屬好的切割成效
下(xià)一篇(piān):三維(wéi)機械(xiè)手激光切(qiē)割機-助力創(chuàng)意廣告(gào)業

